
Table of Contents:-
- What is Production System?
- Characteristics of Production System
- Production System Types of Control
- Production System Model
- Production System Design
- Issues of Production System
- Production System and Information Technology
What is Production System?
A production system is a set of interrelated components or subsystems that receive inputs from the environment and transform them into desirable outputs (products or services). A production system encompasses all the functions required to design, produce, distribute, and service the manufacture of a product.
The term “production” is the step-by-step conversion of one form of material into another through chemical or mechanical processes, creating or enhancing the product’s utility for the user. Production is a value-addition process, with value added at each processing stage. In a manufacturing organization, production involves fabricating a physical object utilizing men, materials, and equipment. In a service organization, production is the discharge of a utility function.
Edwood Buffa states, “Production is a process by which goods and services are created.”
R.R. Mayer states, “Production is the process of creating utility in products or adding the value of products.”
On the other hand, a system is an assemblage of objects united by some form of regular interaction, comprised of multiple components combined to achieve predetermined goals.
Webster states, “A system is a regularly interacting or interdependent group of items forming a unified whole.”
The production process involves various activities and operations, such as purchasing raw materials, maintaining inventory, transporting goods, etc. Combining two or more functions or activities constitutes a system.
Characteristics of Production System
A production system is characterized by the following:
- System Discrimination
- Interrelationship Among Systems
- Stratum Formulations
- Specialization of Functions
- Increase of Entropy
- Isofinality
a) System Discrimination
A production system, primarily comprised of inputs and outputs, does not encompass broader implications involving all phases, from technology forecasting to manufacturing. All these other phases are considered part of the production environment. This defining process is referred to as system discrimination.
b) Interrelationship Among Systems
The close connections between production and pre-production arrangements are known as the interrelationships between systems. Similarly, relationships among production systems and other systems also exist.
c) Stratum Formulation
A production system comprises various strata within the corporate hierarchy, where each stratum plays a specific role based on the firm’s size. It derives benefits from the performance of each stratum. Examples of strata include headquarters, administrative departments, factories, and production fields.
d) Specialization of Functions
As the production system expands, it tends to have many hierarchical strata, each performing specialized functions. According to Adam Smith, the integration of technical functions produces maximum results.
e) Increase of Entropy
According to Ogawa, entropy is a measure of the universe’s degradation of matter and energy to an ultimate state of inert uniformity. To counteract this deterioration process, fresh blood must be infused into every production system, e.g., new ones and old machines should replace senior employees should be replaced by new machines employing new technologies. Otherwise, the organization and equipment may become obsolete. To cope with the rapid change of technological innovation, the organization and the production system need to be rejuvenated.
f) Isofinality
Isofinality is reaching the same goals by different routes. There are different approaches to converting inputs to outputs. For example, some organizations may heavily rely on buying required parts from outside suppliers, while others may insist on in-house parts production. However, both organizations have an identical objective of efficient output.
Production System: Two Types of Control
Control forms the foundation of production management, and the “input-process-output” relationship should be managed regardless of the size of the production system. There are two types of production system controls:
a) Feedback Control: In this control mechanism, the output is initially obtained through input and processing. Subsequently, it is measured using various instruments. The measurement results often deviate from the goal, and specifications typically include tolerances. Adjustments are made to processing and inputs when a statistically significant number of products fall outside the tolerance range. In production management, this is known as “the principle of exception.” Based on Statistical Quality Control (SQC), control charts serve as a tool in these situations.
b) Feedforward Control: This control mechanism checks input against pre-specified standards before processing and during the output phases. For instance, at the Toyota Production System, each workstation is equipped with ‘Bakayoke,’ which detects and removes defects in an automated fashion. Another example of feedforward control is preventive maintenance of machines, where the lifespan of each critical machine component is determined beforehand, and replacement occurs just before breakdown. The feedforward control system collects measurement data, compares them against specifications, and initiates modifications to input when necessary. To achieve economic efficiency, both types of control must be simultaneously employed in a production system.
The role of production management encompasses two main aspects:
1) First, ensuring that performance aligns with the production goal.
2) Second, modifying the production goal to accommodate changes in technology and market demand.
A production system can enhance its competitiveness by simultaneously applying these two types of production control systems.
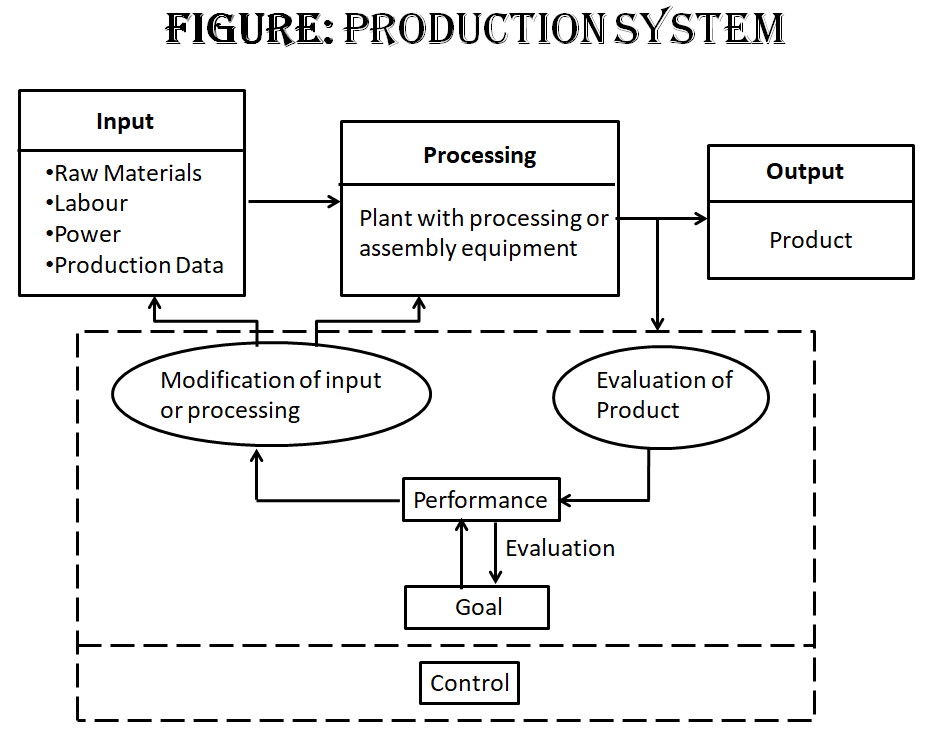
Production System Model
A production process comprises:
- Objectives,
- Input,
- Processing,
- Output, and
- Control and adjustment (the term “control” is used hereafter to denote both control and adjustment).
1) A clear-cut objective should be established for any production activity. Characteristics of the finished product should be defined, along with applicable production techniques. For example, in the case of canned crab meat, it should not be defective and should contain a specified amount of tuna or beef.
2) “Input” refers to resources used to produce canned crab meat, such as crab meat, wrapping paper, cans, human labour, utilities, and data.
3) “Processing” entails transforming resources into a product, which is canned crab meat. Production equipment is utilized for processing.
4) “Output” is the product itself.
5) “Control” refers to evaluating the output concerning the objective and to the subsequent adjustment or modification when required.
 For smooth production, it is essential to achieve proper coordination between the production function and the preparation stage.
For smooth production, it is essential to achieve proper coordination between the production function and the preparation stage.
A favourable relationship between input and output should be maintained throughout the production process. This relationship should realize the fixed objectives with the use of minimum resources.
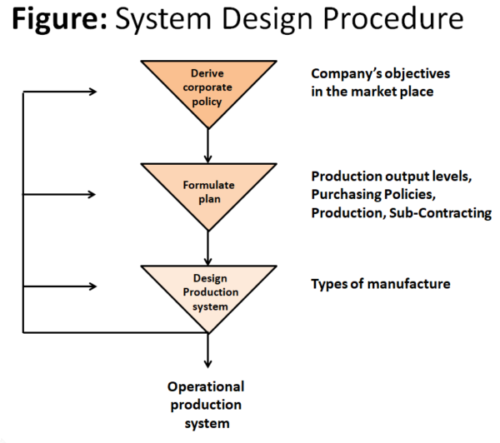
Production System Design
Various machines and processes in the factory must be organized to make the most effective use of their capabilities. A production system consists of three elements: ‘input, transformation, and output.’ The design of a production system aims to achieve the right mix of varying proportions of these elements. The production system design must be effective in its overall context; for example, a production system may be very efficient and effective, but there may need to be adequate market demand for its products. Such a holistic approach requires identifying internal and external factors and assessing their impact on organizational effectiveness.
Some of the external factors include competition, supply-demand dynamics, trade unions, financial institutions, and government policies. Corporate strategy must be formulated, considering functional-level policies, including those related to output and input policies from the production system.
Certain internal factors relevant at the transformation stage include customer specifications, delivery dates, complexity of products, and technical considerations such as the selection of equipment and material handling equipment. Operations decisions regarding the organizational structure, quality control, capacity planning, product control mechanisms, and personnel decisions (such as the number of operators required, shift working, and payment forms) also play a role. In some cases, trade unions influence technical decisions, such as the extent of automation, shift working, and payment of wages and incentives.
All these factors have an impact on the design of the production system. The process of production system design is diagrammatically shown in the following image.
Issues of Production System
Some new concepts, such as Group Technology (GT) and Optimized Production Technology (OPT), have gained increasing recognition in production management. These concepts contribute to economies in production and enhance the efficiency of the production system.
Group Technology (GT)
GT is a relatively new concept in production operations management. GT aims to leverage mass production systems in smaller batch production systems. The idea of GT is to classify parts into families, allowing for the design of efficient mass plant layouts for these part families. To illustrate the concept of GT, the following example is provided:
A production facility produces two families of parts, A and B. The first family of parts requires operations on a lathe, milling machine, and drilling machine. The second family of parts requires shearing, milling, and drilling operations. The traditional process layout, shears, lathes, milling machines, and drilling machines have been grouped into separate departments. As parts from each family pass through milling and drilling departments in batches, new setups on devices must be performed. On the other hand, the group concept shown in the figure below establishes a separate machine grouping of milling and drilling machines for each part family. This system reduces the number of setups, and the system operates as a mass production line.

In a group layout system, the different machines necessary for producing families of parts are grouped. Many benefits can accrue from GT:
i) The design of new products can be significantly assisted by examining the design of related parts.
ii) With GT in place, production control becomes easier as scheduling becomes less complex, and material handling costs can be reduced.
iii) The savings in setup times and increased production potentials also result from GT.
iv) In essence, GT provides inherent advantages of a mass production system in a batch process.
Optimized Production Technology (OPT)
Recently, OPT has garnered significant attention from management thinkers and practitioners in Production Operations Management. OPT comprises two parts:
1) The conceptual base of the system.
2) The software package (OPT/SERVE) that supports the system.
OPT is a sophisticated control system based on finite loading procedures focusing on bottlenecking work centers. It is primarily concerned with shop floor control. Some of the fundamental insights of OPT are as follows:
i) In any production system, the capacity of all parts is not the same. Some work centres act as bottlenecks with capacity constraints. The crucial task of the Production Operations manager is to load the system to optimize output without violating any of the capacity constraints.
ii) Bottlenecks govern both throughput and inventory levels in the system.
iii) It is essential to reduce bottlenecks by increasing available capacity, which, in turn, will boost the system’s total flow, realizing previously unused abilities of other processes. No advantage can be gained by increasing the capacity of non-bottleneck methods. The principles of OPT philosophy have universal applicability, enhancing existing control systems and effectively managing the Production Operations Manager.
Production System and Information Technology
IT/Information Systems (IS) significantly impact this functional area. It provides a multitude of tools, such as computer-aided Design (CAD), computer-aided manufacturing (CAM), flexible manufacturing systems (FMS), and computer-integrated manufacturing (CIM). IT systems have immensely contributed to an organization’s management information system (MIS). In inefficient IT systems, information flows electronically. Automation is on the rise, with various versions of automated equipment, including Directed Numerically Controlled (DNC), Numerically Controlled (NC), and Computerized Numerically Controlled (CNC) machines, available for use in the POM area. These machines are designed and developed with the latest IT principles.
To control the operations of CNC machines, a computer program is written in APT (Automatically Programmed Tools) and Compact II language. It is also employed to control physical processes. Data collection and analysis for Statistical Process Control (SPC) are done through analog devices. Data is analyzed with the help of a digital computer, which, in turn, signals corrective actions if the process goes out of control.
The increasing use of Robotics is another manifestation of the impact of IT on POM. A robot is a mechanical device with the flexibility and ability to grab, hold, and move items on the shop floor. A robot is a cost-effective substitute for human efforts. Another area where ITAS (Information Technology and Automation Systems) is facilitating manufacturing operations is the Decision Support System (DSS).
A DSS is a logical extension of MIS, aiding decision-making by enabling managers to perform “what-if” analyses. Expert Systems (ES) are computer programs that mimic human logic and solve problems like a human expert. The knowledge and skills field are captured in a computer program, which should be periodically updated to include new facets of knowledge. The use of ES in scheduling programs is widespread. Odyssey is a business-oriented expert system used for solving computer scheduling problems.
You May Also Like:-
Production Planning and Control
Reference:-
- https://egyankosh.ac.in/bitstream/123456789/10789/1/Unit-2.pdf